
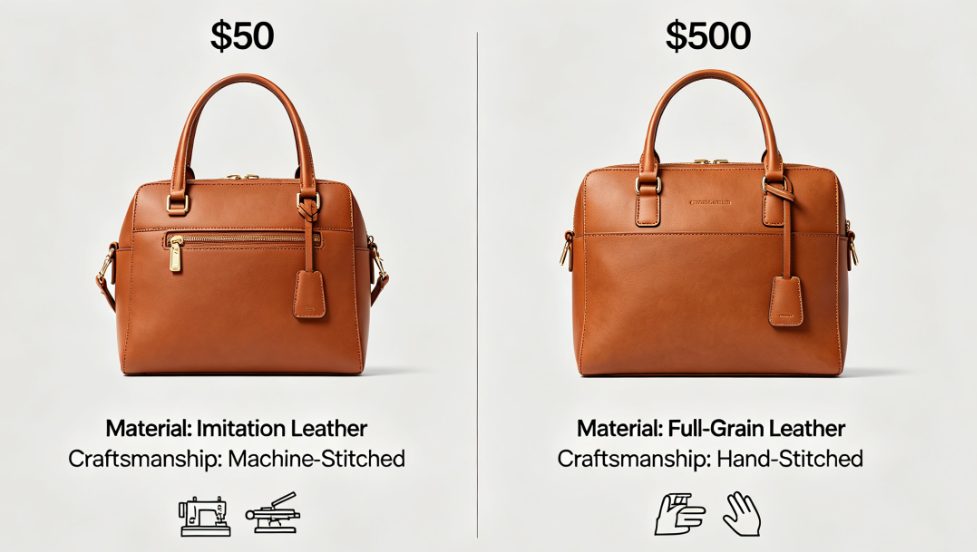
You’ve seen it before — two leather bags sitting side by side. One is priced at $50, the other at $500. You can’t figure out why.
The difference isn’t always visible from the outside. Brands don’t rush to explain it either. But the gap is real. It goes deeper than a logo.
This price breakdown covers everything that drives the cost up — hide quality, tanning methods, labor hours, hardware, and small-batch production economics. You’ll get a clear picture of whether a higher price tag reflects real craftsmanship or just smart marketing.
What Separates a $50 Bag from a $500 One
The gap starts at the factory — before a single stitch is placed.
A $50 bag uses PU or split leather with heavy coating. Factory material cost: $2–$10 per bag. Surface thickness sits around 0.8–1.0 mm. That coating starts cracking after a few hundred flex cycles.
A $500 bag starts with full-grain or top-grain cowhide — Italian veg-tan, French box calf, Saffiano. Leather cost alone runs $25–$80 at wholesale. Thickness hits 1.4–2.0 mm. You get stronger tear resistance and better color that holds over time.
That’s a 5–10× material cost difference before anything else is added.
Labor widens the gap further. Mass-market bags take 20–40 minutes on a machine line. A handcrafted leather bag takes 3–10 hours. That includes skiving, edge painting, hardware setting, and hand stitching — each step done by hand. Stitch density shows the difference: 6–8 stitches/cm on premium bags, 3–4 on cheap ones.
Hardware and lining follow the same pattern:
-
$50 bag BOM: $3–$8 total (zinc alloy hardware, polyester lining)
-
$500 bag BOM: $20–$50 total (solid brass or YKK Excella zippers, canvas or leather lining)
The real-world gaps across the board:
|
Factor |
$50 Bag |
$500 Bag |
|---|---|---|
|
Factory cost |
$5–$12 |
$80–$150+ |
|
Labor hours |
20–40 min |
3–10+ hours |
|
Expected lifespan |
1–2 years |
5–15+ years |
|
Resale value |
0–10% |
40–80% |
Run the cost-per-wear math and the picture shifts. A $50 bag used 5 days a week for one year: $0.19 per use. A $500 bag lasting 10 years at the same rate: also $0.19 per use — and it still holds resale value on top of that.
Not all of the $450 gap is craftsmanship. Some comes from brand, distribution, and margin. But the hard cost difference — materials, labor, QC rejection rates of 5–15% versus 1–3% — is real, and it’s substantial.
Full-Grain vs. Top-Grain vs. Genuine Leather: The Hierarchy That Drives Material Cost
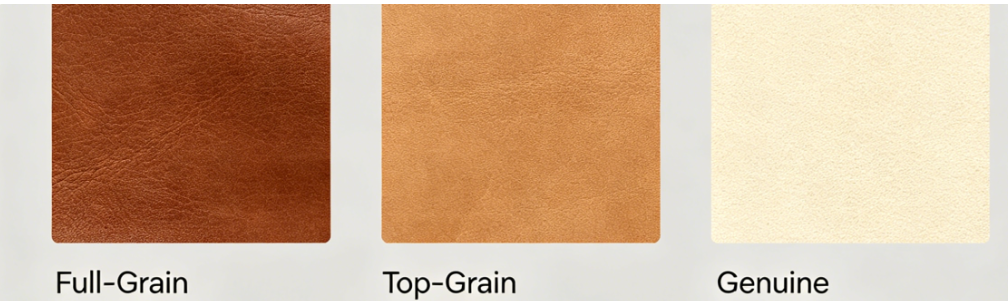
In a bag factory, leather is where cost really starts—but most buyers only hear the names, not the real differences. Full-grain leather is the “strongest layer,” kept in its natural surface, aging beautifully over time, but also the most expensive due to high material loss. Top-grain leather is lightly corrected for a cleaner look, offering a better balance of quality and cost. “Genuine leather” often comes from lower split layers, heavily processed to meet appearance standards at a lower price. In the end, choosing leather is always a trade-off between durability, look, and budget.
What the Grade Gap Looks Like in Real Prices
The per-foot wholesale difference adds up fast once you start cutting panels for a full bag.
|
Grade |
Wholesale (per ft²) |
Typical Bag Thickness |
Expected Lifespan |
|---|---|---|---|
|
Full-grain |
$8–$25+ |
1.4–2.0 mm |
10–20+ years |
|
Top-grain |
$5–$10 |
1.0–1.8 mm |
5–10 years |
|
Genuine / split |
$2–$6 |
0.8–1.6 mm |
1–3 years |
Stepping up from genuine to top-grain adds +20–50% to retail price. Moving from top-grain to full-grain adds another +30–100% — especially in small leather goods where material is the main cost driver.
Look at a real example: a full-grain belt retails at $80–$120. Its genuine-leather counterpart sits on a mass-market shelf at $20–$40. That 3–4× price gap comes down to material grade, cut precision, and finishing cost. Those three factors explain almost the entire difference.
One more thing worth knowing: a “full-grain” bag priced close to genuine-leather competitors is a red flag. Full-grain raw material alone costs 2–4× more per square foot than split leather. A supplier quoting below ~$4/ft² for full-grain cowhide at standard thickness is selling corrected grain or split — no matter what the label says.
Handcraft vs. Machine Bag Production: Where Labor Hours Accumulate

Labor is where the price gap gets real. A machine doesn’t get tired. It doesn’t stop to rework a crooked edge or re-burnish a rough stitch. A craftsperson does — and every one of those minutes shows up in the final price.
In an automated bag factory, direct labor per bag often falls below 1–3 minutes of human touch time. One operator runs multiple machines. Quality checks take seconds through inline sensors. Human hands are mostly there for loading, unloading, and catching outliers.
A handmade leather bag runs on a different time scale. Skiving, edge painting, hand stitching, hardware setting — each step is done by hand, one at a time, with no machine running parallel passes. That’s where 3–10+ labor hours per bag come from. And those hours carry a price.
What Skilled Labor Actually Costs
Skilled leather artisans earn $25–40/hr for production work. Take a mid-complexity bag that needs 6 hours of bench time — that’s $150–240 in labor alone, before materials or overhead enter the picture.
But bench time isn’t the whole story. Handmade production carries a hidden labor load:
-
Material prep: cutting, conditioning, sorting hides — around 10–20% of total hands-on time
-
Core making: stitching, forming, setting hardware — 40–60%
-
Finishing and QC: edge work, surface inspection, rework — 15–25%
-
Ancillary tasks: packaging, photography, order coordination — another 25–50% of a solo maker’s hours each month
That last category doesn’t show up in industrial cost accounting. Factories centralize or automate those tasks. For independent leather brands, it’s real labor — and it has to go somewhere in the price.
Why Machines Can’t Close the Gap
The labor difference between handcraft and machine production can reach 5–50× more direct labor minutes per unit, depending on the product. That gap explains a large part of why a bag from a craft studio costs more than one from a factory line.
Machines can’t copy selective judgment. Think about the moment a craftsperson decides whether an edge needs another pass, or spots a tension problem before it turns into a seam failure. That judgment takes time. It also builds durability into the bag.
Small-Batch vs. Mass Bag Production: How Volume Economics Flip the Price Equation

Volume is the variable most buyers never think about — but factories think about it all the time.
A brand orders dozens to a few hundred bags. Every fixed cost — setup, tooling, sampling, line changeovers — gets split across a small number of units. That drives per-unit cost up fast. A mass-market brand orders thousands or millions. Those same fixed costs shrink to almost nothing per piece. The math tilts hard in their favor.
That’s the core of economies of scale. It’s also why an independent leather brand can’t match a big retailer’s price — even with cheaper materials.
The tradeoff is real on both sides:
-
Small-batch: higher unit cost, lower inventory risk, room for customization and design iteration
-
Mass production: lower unit cost, better margin leverage, but a heavy upfront commitment if demand falls short
Small-batch producers have to price in that setup penalty. There’s no way around it. What you get in return is flexibility and lower financial exposure. Those advantages matter most at the design and validation stage — before you’re ready to scale.
The path that works: start small, validate demand, then scale. Volume is what unlocks the lower price equation — not the other way around.
Country of Origin and Skilled Labor for Bag: Why “Made in Italy” Costs More Than a Label
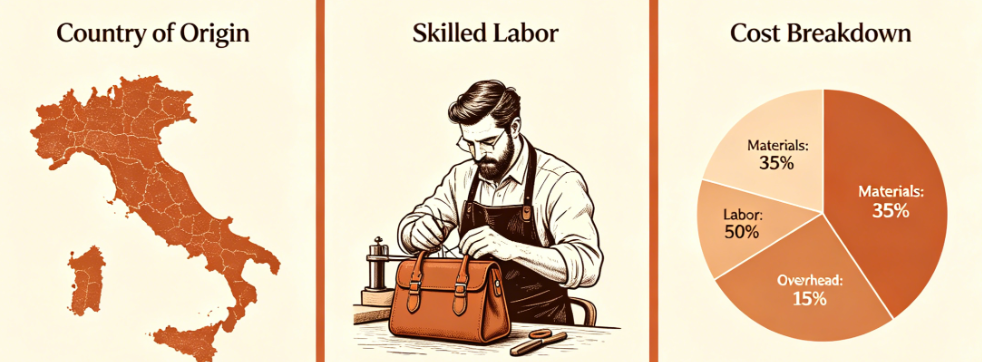
“Made in Italy” is a legal claim — not a marketing phrase someone invented to justify a higher price.
Under Italian law, a product can carry that label only if it was conceived, manufactured, and packaged in Italy — start to finish. Designed in Italy but stitched in Vietnam? That doesn’t qualify. The final substantial transformation must take place on Italian soil. The brand also needs documentation to back that up.
That compliance requirement is what drives cost. Italian production means Italian labor rates, Italian overhead, and Italian craftsmanship infrastructure. All of those cost far more than offshore alternatives.
Before paying a “Made in Italy” premium, check these four things:
-
Where each production stage took place — not just where the brand is headquartered
-
Whether the item was made in Italy from start to finish, or just meets the “last substantial transformation” threshold
-
Whether the supplier holds verifiable origin documentation
-
Whether subcontracting or offshore finishing is involved at any stage
That last point deserves more attention than most buyers give it. Prato — Italy’s well-known textile and leather hub — has faced repeated labor-rights scrutiny tied to subcontracted workshop networks. “Made in Italy” production does not guarantee premium atelier conditions. It tells you where the work happened, not how.
The price premium is real only when the compliance is real. It reflects labor intensity, craftsmanship-driven production, and strict origin-rule adherence — not an Italian flag sewn onto an imported shell.
How to Read a Price Tag: What You’re Paying For vs. Overpaying For

Most leather bag price tags give you one number. They don’t tell you what’s behind it.
Break the price into layers — leather grade, tanning, labor, hardware. Each one has a real cost. Once you see them separately, it’s easier to spot what’s justified and what isn’t.
Worth paying for:
– Full-grain leather, solid brass hardware, and hand-stitching hours — these have direct cost inputs that explain the higher price
– A brand with real resale value and a proven quality record — prices hold up, and buyers come back
– Durability that cuts your cost-per-wear in half over a realistic use period
Signs you’re overpaying:
– The price runs 30%+ above a comparable spec, but the only difference you can see is a logo
– The brand runs heavy discounts every season — that’s a sign the markup was inflated, not the quality
– Words like “artisan” or “heritage” show up in the marketing, but no construction detail backs them up
Here’s a quick check: ask what the price buys beyond the leather itself. If the answer is brand awareness and nothing else, that gap is markup — not craftsmanship.
Conclusion
The price tag on a leather bag tells a story — but you need to know how to read it. Full-grain leather, vegetable tanning, skilled hand-stitching, and solid brass hardware aren’t marketing language. They’re real costs. Each one translates into years of use you can actually measure. Brand markup is real too. Now you have the tools to tell the difference.
This leather bag price breakdown changes how you shop. You’re no longer picking between cheap and expensive. You’re picking between worth it and not worth it.
Before your next purchase, flip the equation:
-
Calculate cost-per-wear
-
Research the tannery
-
Check the lining
-
Test the hardware
Ask the questions this article gave you:The best bag you’ll ever own isn’t the most expensive one in the room. It’s the one you bought with both eyes open.




